Türkçe
Türkçeطرق اللحام واللحام
|
ما هو المصدر؟ |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
اللحام هو طريقة تصنيع تستخدم لدمج المواد مع بعضها البعض ، وغالبًا ما تستخدم في المعادن أو المواد البلاستيكية الحرارية. في هذه الطريقة ، عادة ما يتم إذابة جزء قطع العمل المراد لحامه وإضافة مواد تعبئة إلى هذا الجزء ، ثم يتم تبريد المفصل وتصلبه ، وفي بعض الحالات ، يتم توصيل الحرارة تحت الضغط. تختلف هذه الطريقة باختلاف اللحام والنحاس ، حيث إن الربط في طرق اللحام بالنحاس والنحاس يتكون من نقاط انصهار منخفضة وذوبان قطع العمل.
يمكن استخدام العديد من مصادر الطاقة المختلفة مثل لهب الغاز ، القوس الكهربائي ، الليزر ، الشعاع الإلكتروني ، الاحتكاك ، الموجات الصوتية الفائقة للحام. في العمليات الصناعية ، يمكن إجراء اللحام في العديد من البيئات المختلفة مثل الهواء الطلق ، تحت الماء ، الفضاء. ومع ذلك ، بغض النظر عن مكان صنعها ، يشكل المصدر العديد من المخاطر. من الضروري اتخاذ تدابير ضد اللهب والصدمة الكهربائية والأبخرة السامة والأشعة فوق البنفسجية.
حتى نهاية القرن التاسع عشر ، كانت طريقة اللحام ، التي استخدم فيها الحداد فقط التسخين والتزوير ، وتم دمج المعادن. اللحام بالقوس الكهربائي واللحام بالغاز الأكسجين هما أول الطرق التي تم تطويرها في نهاية القرن ، تليها مصدر المقاومة. تطورت تكنولوجيا اللحام بسرعة وأصبحت واحدة من الطرق الموثوقة وغير المكلفة لتلبية الطلب المتزايد خلال أوائل القرن العشرين (بعد الحرب العالمية الأولى والحرب العالمية الثانية). بعد الحروب ، تم تطوير العديد من تقنيات اللحام الحديثة ، بما في ذلك الطرق اليدوية (اللحام بالقوس المعدني اليدوي) والطرق شبه الأوتوماتيكية والتلقائية (اللحام القوسي بالغاز المعدني وما إلى ذلك). استمرت التطورات مع اكتشاف مصدر شعاع الليزر ومصدر الشعاع الإلكتروني في النصف الثاني من القرن. العلم لا يزال التطور المستمر. اكتسب اللحام الآلي مكانًا واسعًا في الصناعة ، وتجري جهود البحث والتطوير لتطوير طرق لحام جديدة وجودة الموارد وميزاتها ، ولتقليل التكاليف. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
عصا اللحام الكهربائي |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
معدل ترسيب المعادن وكفاءة لحام القوس الكهربائي المغطى أقل من العديد من طرق اللحام بالقوس الكهربائي. تكون الأقطاب الكهربائية على شكل قضبان مقطوعة بأحجام معينة ، لذلك من الضروري التوقف عن اللحام في كل مرة ينفد فيها القطب. بعد كل تمرير لحام ، من الضروري تنظيف الخبث المتشكل على معدن اللحام. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
مصدر المقاومة الكهربائية |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
اللحام بالمقاومة هو طريقة اللحام بين سطحين أو أكثر من الأسطح المعدنية على أساس إنتاج الحرارة مع المقاومة ضد التيار المار فوق المعادن. نظرًا للتيار العالي من خلال المعدن (1000 - 100000 أ) ، يتم تكوين مجموعة معدنية صغيرة منصهرة في منطقة اللحام. بشكل عام ، تعد طرق اللحام بالمقاومة فعالة وأقل تلويثًا ، لكن تطبيقاتها محدودة ومعداتها باهظة الثمن. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
لحام القوس السلكي الأساسي |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
اللحام القوسي ذو القلب الصهور هو طريقة لحام بالقوس حيث تحدث الحرارة المطلوبة للحام بسبب القوس المتشكل بين قطب سلكي محفور وقطعة الشغل. يتم تنفيذ وظيفة حماية القوس ومنطقة اللحام بواسطة الغازات المتكونة نتيجة احتراق المادة وتحللها في السلك الأساسي أو بواسطة غاز التدريع الخارجي كما هو الحال في مصدر الغاز. عملية اللحام ، وهي محمية ذاتيًا (أسلاك اللحام بقوس مفتوح القوس) ، أشبه بحماية الغاز في طريقة اللحام الكهربائي المغطى. تتسبب مادة التغطية على الأقطاب الكهربائية المغطاة في إنتاج الأقطاب الكهربائية كقضبان مستقيمة وتقييد الطول. بالنسبة للأسلاك ذات القلب الصهور ، يتم إنتاج مادة التغطية هذه على شكل سلك ملفوف على البكرات حيث يوجد داخل القطب السلكي الأنبوبي ويمكن تغذيته إلى منطقة اللحام باستمرار.
يمكن تطبيق طريقة اللحام هذه في أنظمة اللحام شبه الأوتوماتيكية والأوتوماتيكية.
عيب لحام القوس السلكي محفور هو أنه يتم تشكيل طبقة رقيقة قليلاً من الخبث ، كما هو الحال في لحام القوس الكهربائي المغطى ، على خط اللحام. ومع ذلك ، يتم حاليًا إنتاج العديد من أنواع الأقطاب الكهربائية الأساسية التي لا تتطلب تنظيف الخبث أو إنتاج الخبث. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
مصدر أوكسي أسيتيلين |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
الاستخدام الأكثر شيوعًا لهذه الطريقة هو مصدر غاز الأكسجين (المعروف أيضًا بمصدر الأكسجين والأسيتيلين). إنها واحدة من أقدم طرق اللحام وأكثرها تنوعًا ، ولكن شعبيتها في التطبيقات الصناعية قد انخفضت في السنوات الأخيرة. لا يزال يستخدم على نطاق واسع في أعمال اللحام والأنابيب وإصلاح.
معداتها رخيصة وبسيطة ، وعادة ما يتم إنتاج لهب اللحام (حوالي 3100 درجة مئوية) عن طريق حرق الأسيتيلين بالأكسجين. نظرًا لأن اللهب أقل قوة من القوس الكهربائي ، فإن تبريد اللحام سيكون أبطأ وقد يسمح بإجهاد أقل وتشويه اللحام ، لذا فإن لحام الفولاذ عالي السبائك يكون أسهل مع هذه الطريقة. تُستخدم هذه الطريقة أيضًا لقطع المعادن.
طرق اللحام بالغاز الأخرى متشابهة للغاية ، مثل لحام الأسيتيلين في الهواء ، لحام الأكسجين والهيدروجين ولحام الغاز المضغوط ، يختلف نوع الغاز المستخدم فقط. يستخدم لحام الغاز أيضًا في لحام البلاستيك. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
توريد الغاز |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
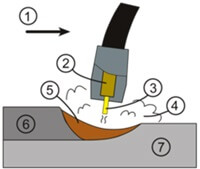
اللحام تحت الغاز هو طريقة لحام أسرع من لحام القوس الكهربائي المغطى. لأن؛ نظرًا لأن قطب اللحام على شكل سلك يتم تغذيته باستمرار في منطقة اللحام ، فإن ماكينة اللحام لا تحتاج إلى إيقاف اللحام لاستبدال القطب المستنفد ، كما هو الحال في طريقة اللحام القوسي الكهربائي المغطى. نظرًا لعدم وجود تكوين خبث ، لا توجد عملية إزالة الخبث بعد كل ممر كما هو الحال في الأقطاب الكهربائية المغطاة ويتم الحصول على اللحامات عالية الجودة حيث لا يوجد خطر من تكوين بقايا الخبث في معدن اللحام. نظرًا لأنه يتم استخدام الأقطاب الكهربائية ذات القطر المنخفض مقارنة باللحام القوسي الكهربائي المغطى ، فإن لها كثافة تيار عالية ومعدل ترسب معدن مرتفع في نفس النطاق الحالي. يحتوي معدن اللحام الذي يتم الحصول عليه عن طريق اللحام الغازي على نسبة هيدروجين منخفضة ، وهو أمر مهم بشكل خاص للصلب ذي خصائص التصلب. نظرًا لأن الاختراق العميق يمكن تحقيقه في اللحام تحت الغاز ، فإنه يسمح أحيانًا بلحام الزاوية الصغيرة ويوفر اختراق جذر أكثر سلاسة من لحام القوس الكهربائي المغطى. على الرغم من أن المواد الرقيقة يتم دمجها في الغالب مع أو بدون معدن إضافي باستخدام طريقة اللحام TIG ، فإن لحام الغاز يعطي لحامًا أفضل للمواد الرقيقة من لحام القوس الكهربائي المغطى. إنها مناسبة جداً للاستخدام في أنظمة اللحام شبه الأوتوماتيكية والأوتوماتيكية بالكامل. العيوب: تعد معدات اللحام تحت الغاز أكثر تعقيدًا وأكثر تكلفة وأكثر صعوبة في النقل من معدات اللحام القوسي الكهربائي المغطى. ليس من السهل اللحام في المناطق التي يصعب الوصول إليها مثل اللحام القوسي الكهربائي المغطى ، حيث يجب أن تكون شعلة اللحام تحت الغاز قريبة من قطعة العمل. تعتبر وصلات اللحام المصنوعة من لحام الغاز في الصلب المقوى أكثر عرضة للتشقق. لأنه ، كما هو الحال في اللحام القوسي الكهربائي المغطى ، لا توجد طبقة خبث تقلل من معدل تبريد معدن اللحام. يتطلب اللحام تحت الغاز حماية إضافية ضد التيارات الهوائية التي يمكنها نقل درع الغاز بعيدًا عن منطقة اللحام. لذلك ، فإن القطب المغطى غير مناسب للحام في المناطق المفتوحة من اللحام القوسي. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
لحام TIG |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
المزايا: يمكن تطبيق لحام TIG يدويًا ومع أنظمة لحام أوتوماتيكية للحام بشكل مستمر ولحام ولحام على فترات. نظرًا لأن القطب لا ينفد ، يتم اللحام عن طريق صهر المعدن الأساسي أو استخدام معدن لحام إضافي. يمكن لحامها في أي موضع وهي مناسبة بشكل خاص لحام المواد الرقيقة. يعطي اختراق عالي ولحامات غير مسامية في لحام تمرير الجذر. نظرًا لأن مدخلات الحرارة تتركز في منطقة اللحام ، فإن التشوه في قطعة العمل منخفض. يعطي اللحام السلس ولا حاجة لتنظيف خط اللحام. العيوب: معدل ترسيب المعدن لحام TIG أقل من طرق اللحام القوسي الأخرى. إنها ليست طريقة اقتصادية في لحام مواد القسم السميك. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
مصدر القوس المغمور |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
المزايا: إنها طريقة ذات سرعة لحام عالية ومعدل ترسب معدن مرتفع يمكن استخدامها في لحام الأجزاء المسطحة والأسطوانية ، ولحام مواسير من أي سمك وحجم ، ولحام اللحام الصلب. يعطي اللحامات قوة ميكانيكية دقيقة وعالية. أثناء اللحام ، لا يوجد رذاذ ولا أشعة قوس غير مرئية ، وبالتالي فإن الحماية المطلوبة لمشغل اللحام أقل. من الممكن لحام الزوايا المائلة وفقًا لطرق أخرى. يمكن استخدام اللحام القوسي المغمور في الداخل والخارج. العيوب: تميل غبار اللحام المغمور إلى امتصاص الرطوبة من الهواء ، مما يسبب مسامًا في اللحام. من أجل الحصول على اللحامات عالية الجودة ، يجب أن يكون المعدن الأساسي مسطحًا وسلسًا وخاليًا من الزيت والصدأ والشوائب الأخرى على سطح المعدن الأساسي. يجب تنظيف الخبث فوق خط اللحام ، الأمر الذي قد يكون صعبًا في بعض التطبيقات. في اللحامات متعددة التمرير ، يجب تنظيف الخبث بعد كل تمريرة من أجل منع أي بقايا خبث على خط اللحام. وهي غير مناسبة بشكل عام لأن القوس المغمور يمكن أن يحترق في مواد أرق من 5 مم. هذه الطريقة مناسبة للحام بعقب واللحام الزاوية في وضع أفقي مسطح ، باستثناء بعض التطبيقات الخاصة.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
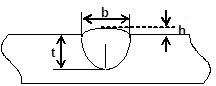
العوامل المؤثرة على شكل خط اللحام للغاز تحت اللحام والقوس المغمور |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
طرق لحام الحالة الصلبة |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
جودة |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
بشكل عام ، أكبر معيار يستخدم لقياس جودة اللحام هو قوة اللحام والمواد المحيطة (القوة). هناك العديد من العوامل التي تؤثر على ذلك ؛ مثل طريقة اللحام وطريقة الإضافة وكمية الحرارة والمواد الأساسية ومواد التعبئة والتفاعلات بينهما.
يتم تجميع الامتحانات لقياس جودة المورد بشكل عام إلى مجموعتين ، طرق التفتيش المدمرة وغير المدمرة. في القياسات التي أجريت مع هذه الفحوصات ، يجب ألا يكون هناك عيوب واضحة في المصدر ، ويجب أن يكون الضغط والتشوهات الدائمة عند مستوى مقبول ، ويجب أن تكون خصائص المنطقة المتأثرة بالحرارة عند مستوى مقبول.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
المنطقة المصابة بالحرارة |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
V = الجهد (V) I = الحالي (A) S = سرعة اللحام (مم / دقيقة). تعتمد الكفاءة على طريقة اللحام المستخدمة في عملية اللحام ؛ على سبيل المثال ، هو 0.75 في لحام القوس المعدني العادي ، 0.9 في لحام القوس المعدني تحت الغاز و 0.8 في لحام التنغستن تحت الغاز الفرعي. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||